天下好彩944cc
远离非标-杜绝隐患-爬山虎放心品牌
咨询热线: 010-83290043
当前位置: 主页 > 线缆资讯 > 行业动态 » 铝合金电线电缆研制生产过程中解决哪些工艺难题?
北京电缆厂家,北京线缆厂家,电线电缆,北京电线电缆厂家,北京线缆批发厂家
随着社会发展进步,建筑行业效益也蒸蒸日上,随着而来的电线电缆行业也非常的火爆,尤其中国很多电线电缆厂家产品已经出口其他国家,在电缆中一般常用的有铜芯电缆、铝芯电缆、还有耐火防火电缆以及橡套线缆。那么您知道铝合金线缆的具体生产工艺吗?
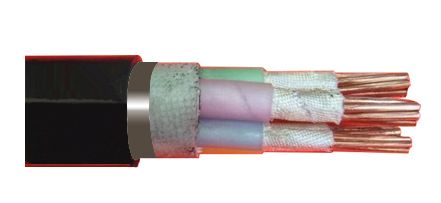
铝合金带联锁铠装工艺
联锁铠装是一种单层铠装结构,其特点为铝合金带预压成“S”型曲面后,以缆芯为中心旋转包覆在缆芯外面,各节“S”型曲面自身相互扣合,形成一层自锁的铠装护层。铠装带采用5000系列铝合金带,具有良好成形加工性能,强度高尤其是抗疲劳强度高、耐腐蚀性和焊接性好,但切削性能差。
在铠装过程中除设备因素外,合金带材料性能、断面几何形状、尺寸、扣合间隙是技术关键,要求铠装节距一致、均匀平整,无开裂无脱开,能承受与铠装相关的检测。模具设计加工,模具工位和张力的调整,以及操作人员的经验积累非常重要。

铝合金杆连铸连轧工艺
优良的铝合金导体杆材是铝合金电缆电气性能、机械性能的决定性要素,稳定地生产出符合要求的铝合金杆主要从以下环节入手。
计算确定好铝锭、中间合金及添加剂的使用量,依次加料在其熔化进入保温炉后,加入添加剂精炼和搅拌,同时对炉内不同点取样分析,需要时做相应调整。
因合金精炼后温度较高,铝液结晶比较困难,注意随时调整冷却水压力,保持结晶轮光洁,以便铝液顺利结晶成型。
轧制时严格控制铝杆的抗拉强度和伸长率,便于后续拉制和绞线工序的紧压。因铝杆有内应力要存放48小时以上才能使用。
导体紧压工艺
铝合金电缆导体采用8000系列铝合金,采用特殊紧压工艺,为了控制电缆外径,一般紧压系数控制在0.92以上,通过最大极限的紧压,弥补铝合金在体积导电率上的不足,使绞合导体线芯如实心导体一般,明显的降低线芯外径,提高导电性能,考虑到铝合金材料的硬度,在紧压、退火过程中,一定要选取合适的模具、绞合速度、退火温度,以保证铝合金导体形状均匀、紧压效果优良。为达更好的紧压效果,可根据线芯截面选用不同的设备进行绞制紧压,小截面线芯采用管式绞线机;中等截面线芯采用辊压成型绞线机;大截面线芯采用框式绞线机。

导体退火工艺
导体退火要遵循三个原则:退火温度、退火时间、装盘量。
退火温度:退火温度要高于完全再结晶温度,但低于晶粒过分长大的温度。
退火时间:在保证内外部导体单丝都充分获得完全再结晶的条件下,尽量取时间的下限,以提高生产效率和降低电能消耗。
装盘量:导体装盘量的大小对导体退火后的性能有直接影响,尽量选择装盘量相差不多的退火处理,尽量避免白天退火,装炉量最好一次装满。

天下好彩944cc位于河北宁晋小河庄工业园区,紧靠308国道,青银高速,交通十分便捷。我公司资金技术实力雄厚,现有固定资产1亿多元,厂房占地面积3万余平。于北京有库房占地5000平,现货库存充足!现我公司采用国际先进辐照交联技术及设备,其中YJV YJV22 库存充足,可以定做YJV(FE) YJV22(FE) WDZYJY WDZNYJY WDZB YJY NHYJV KVV 等各种型号电线电缆,我公司承诺所有产品全部符合国家标准,是您值得信赖的国标线缆生产厂家,欢迎新老客户咨询-13020046197